
Automobile Mould
-

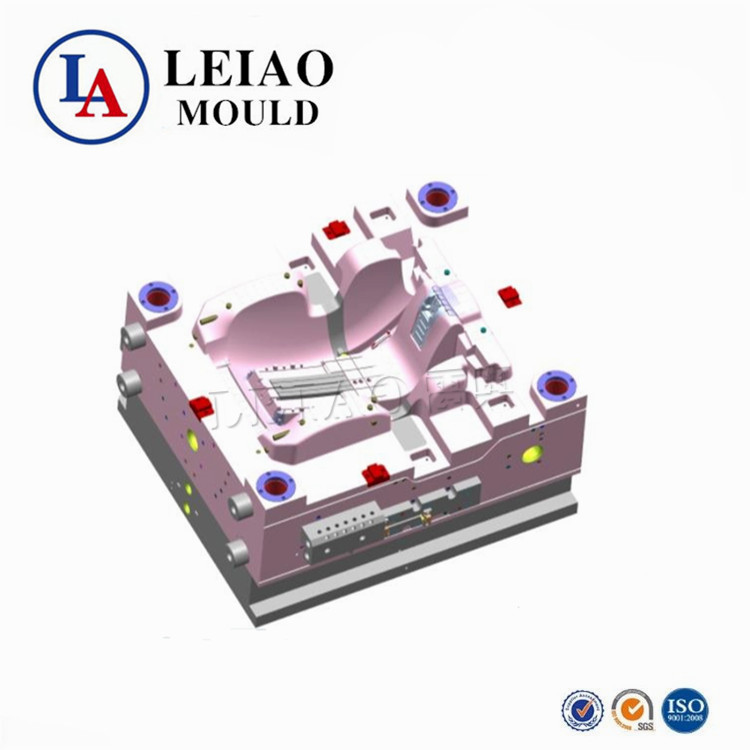
Car Windshield Wiper Blade Mold Plastic Auto Windscreen Wiping Blades Injection Mould
1. The speed of product ejection don’t be too slow, a little faster than normal speed to make the ejection plate in place.
2. Advising to use Robot Hand to pick products to ensure mould safety, because there are angle lifts and other complex structures.
3. Advising to use PA66+30%GF raw material to produce, which has good hardenability and toughness with a long lifetime; but PBT+30%GF raw material is soft and crisp, which is easily broken. -
High-Quality Injection Mold for Child Safety Seat
Leiao Mold has rich experience in automotive parts, power tool parts, farming machinery parts, household appliances, child seat products molds manufacture and molding production.
-We have full set of advanced equipments: CNC High speed machining centers, EDMs, CNC lathes, Large milling machines, grinding machines, Deep-hole drilling machines.
-

Injection Car Lamp Plastic Cover Auto Lamp Mould
The automobile lamp mold includes headlight mold and taillight lens mold, etc. The previous CAE analysis is used to predict the molding pressure, reduce the actual molding pressure and reduce the adhesive front mold; for the automobile lamp headlight BEZEL, through the previous CAE analysis, the automobile lamp is very high, so the mold needs to be polished to the mirror.
-

Automobile Parts Injection Mold Factory Plastic Car Dashboard Mould
The dashboard is a very unique part of the car, integrating safety, functionality, comfort and decoration. The main die drawing direction of the instrument panel is determined according to the outer surface of the instrument panel and the air outlet position. It is generally between 20 degrees and 30 degrees, and the die drawing direction of the secondary instrument panel is vertical direction. According to the direction of the external surface of the instrument panel, the size of the instrument panel is at least 7, which shall be determined on the depth of the surface skin pattern of the instrument panel. The invisible area should not be less than 3. If less than 3, the surface of the parts, the use of the slider, because the use of the slider will first affect the appearance of the surface, and then affect the life of the die, and the mold cost will increase accordingly.
-

Hot Sale Automotive Plastic Exterior Air Grid Mould Car Grille Mould Manufacturer
The automotive grille mold size is large, the rear mold has more flat top or small diameter thimble, it is difficult to process, so it needs to be inlaid processing.Grating classification line is more complex, the classification surface needs to be designed according to certain rules, not at will, to avoid the mold problems, the product grid release slope is usually not large, so the design should be checked according to the requirements of surface treatment.If the front and rear modes of the product have tendons, it is necessary to check the slope of the front mode to be greater than the back mode, in order to avoid the product leaving the front mode.Grating products have many grid holes, complex shape and classification line changes, so there are many small positions on the mold. Therefore, as long as the product allows, the mold should be set as far as possible to facilitate processing.For grille products with complex shapes, the overall layout of the gate is first considered, but the fusion mark is difficult to be accurately controlled.The thermal flow channel system generally uses a sequential raft control to adjust the position of the fusion mark.
-

Car Bumper Precision Hot Runner Auto Parts Plastic Injection Mould
Mould characteristics:Leiao uses an internal fractal structure for the bumper mold. Compared with the traditional external fractal structure design, the internal fractal design has higher requirements on the die structure and the die strength, inner fractal structure of the mold produced by the bumper mold design concept more advanced.
-

Professional Customized Injection Plastic Two Wheeler Scooter Bike Motorcycle Body Parts Mudguard Mold
Product Description Model NO. LA22-115 Application Motorcycle parts mold Runner Hot Runner/Cold Runner Design Software UG Installation Fixed Certification TS16949, ISO Trademark LA Customized Customized After-sales Service 1year Transport Package Wooden Case Specification HS Code 8480719090 Origin China, Zhejiang, Taizhou Production Capacity 650 Set/Year Mold Traits There are several areas to note when d... -

Plastic Moulding Manufacture Customize Safety Helmet Mould OEM Custom Parts Mold
Helmets are divided into full helmets, 3/4 helmets, half helmets, assembled helmets, etc. The main material of the helmet is ABS resin material, which is an engineering plastic with strong impact ability and good dimensional stability.
-

OEM Auto Plastic Injection S136 Mould for Car Wheel Hubcap
For the large size of the left and right rear hubcap products of the car, Injection molding is difficult to fill the full actual production difficulties, By performing the CAE optimization analysis, To determine the hot flow channel injection molding scheme, The 6 point hot flow nozzle direct pouring molding scheme of the product, And targeted combined with the production of actual equipment, The CAE analysis results of the 6-point pouring scheme are analyzed quantitatively, Avoid the uncertain manufacturing risk caused by manufacturing experience alone; Using the UG mold design function, Two family modes of one mode and two holes are designed, Innovative design of cylinder T-groove variable pumping core slider mechanism and cylinder + thimble plate complete release mechanism, Save the mold design space and the amount of mold materials used, The old design is reasonable, Stable and reliable, and It provides a useful reference for the mold design and production of similar plastic parts.
-

Plastic Injection Car Wheel Hubcap Mould
For the large size of the left and right rear hubcap products of the car, Injection molding is difficult to fill the full actual production difficulties, By performing the CAE optimization analysis, To determine the hot flow channel injection molding scheme, The 6 point hot flow nozzle direct pouring molding scheme of the product, And targeted combined with the production of actual equipment, The CAE analysis results of the 6-point pouring scheme are analyzed quantitatively, Avoid the uncertain manufacturing risk caused by manufacturing experience alone; Using the UG mold design function, Two family modes of one mode and two holes are designed, Innovative design of cylinder T-groove variable pumping core slider mechanism and cylinder + thimble plate complete release mechanism, Save the mold design space and the amount of mold materials used, The old design is reasonable, Stable and reliable, and It provides a useful reference for the mold design and production of similar plastic parts.
-

Technology Make Car Mold of Plastic Car Steering Wheel Mold
The steering wheel is a composite material made of metal as skeleton material and plastic by injection.
(1)Raw materials and the typical formula. Polypropylene modified with thermoplastic elastomer SBS can be used as special material for automobile steering wheel.
(2) Main production equipment. A screw right-angle injection machine with an injection capacity of 2000g, with a locking force of about 4000 kN. The injection capacity of 2000g can meet the needs of various automobile steering wheel production. 9 The choice of screw type is to ensure the plastic plasticizer and uniform coloring.
(3) Preparation process.The metal frame of the steering wheel is made for the metal processing process, which is omitted here. The hygroscopicity of the modified polypropylene automobile steering wheel is not high (less than 0.02%), but in order to ensure quality stability, it is still advisable to dry at 90 ~ 100 ^ for 3-4h in advance. The steering wheel is shaped by injection. Because this product has a metal skeleton, the plastic in the mold flow channel is longer, the plastic cooling speed is faster, so the injection speed should be slightly faster (40~80. ^/8). The injection pressure should be appropriate. When the product is too large, it is easy to overflow edge, and the internal residual stress is large; the thick wall is easy to shrink and dent, so about 49MPa is generally selected. The temperature of the injection material is slightly lower than that of the pure PP powder, because the processing temperature of SBS is lower (160~190)
-

Plastic Mould for Plastic Shell Parts of Safety Helmet Injection Molding Customized ABS/Plastic Cover of Safety Helmet Injection Mold
The helmet products are divided into two categories according to the general operation type (Y type) helmet and the special operation type (T type) helmet. Among them, the T category is divided into five categories:
T1 is suitable for workplaces with fire sources;
T2 is suitable for underground mines, tunnels, underground works, harvesting and other work sites;
T3 is suitable for flammable and explosive workplaces;
T4 (insulation) is suitable for live working places;
T5 (low temperature) category is suitable for use in low temperature applications.